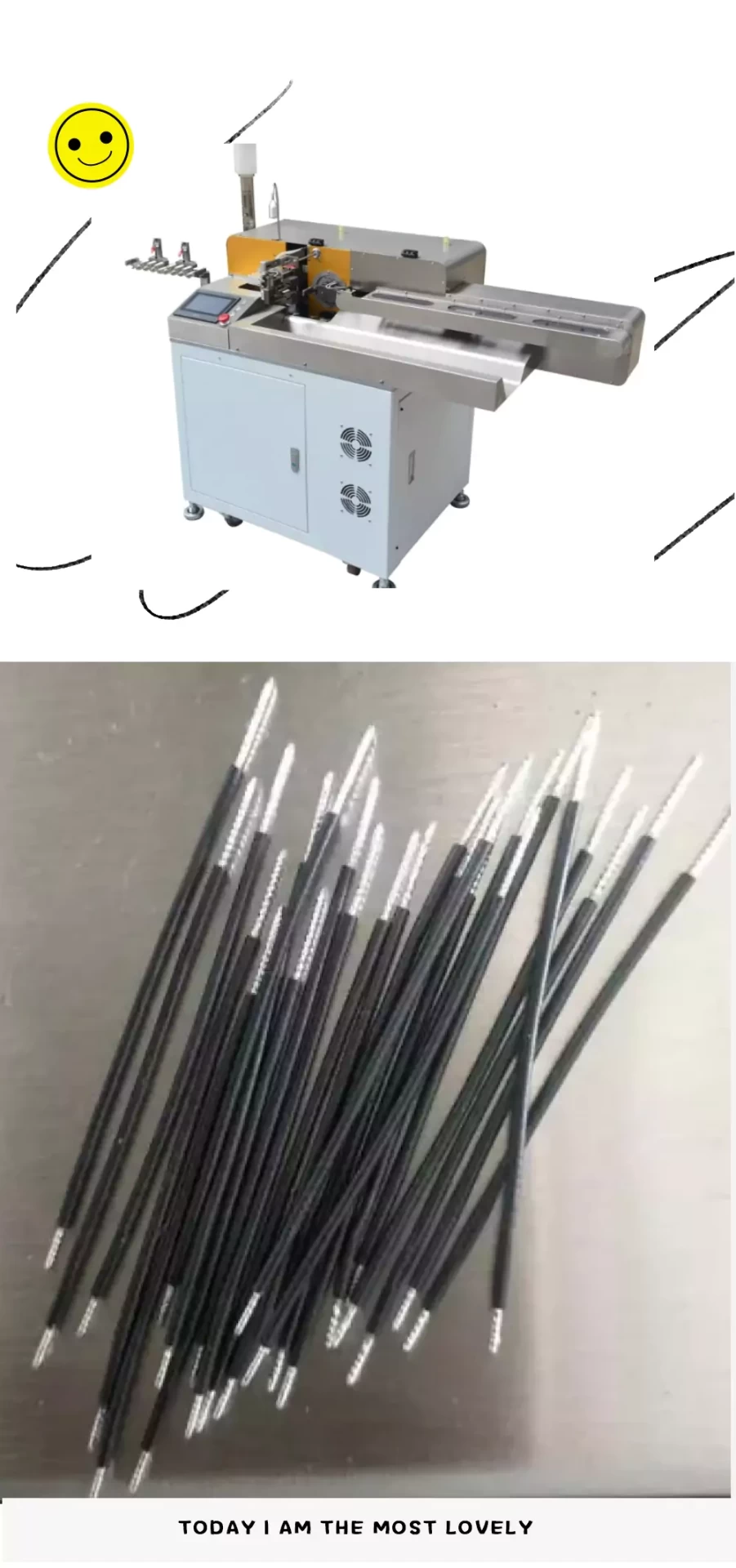
Failure Analysis of Twisting Malfunctions in Automatic Wire Multi Cut Strip Twist Both-Ends Tinning Machines
I. Equipment-Related Issues
Improper Machine Adjustment: Incorrect configuration of cutting, twisting, and tinning parameters may cause twisting failures. Solution: Recalibrate machine settings.
Mechanical Component Damage: Worn or broken parts disrupt the twisting mechanism. Solution: Repair or replace damaged components.
II. Wire Material Defects
Inconsistent Wire Diameter: Diameter variations exceeding ±0.05mm cause irregular twisting patterns. Solution: Replace with standardized wires.
Internal Wire Contamination: Impurities within conductors lead to unstable twisting. Solution: Use contaminant-free wires.
III. Operational Errors
Improper Handling: Insufficient operator training results in procedural deviations. Solution: Implement standardized workflow training.
Poor Strand Meshing: Inadequate engagement between copper and titanium wires during twisting causes breakage. Solution: Verify wire alignment and adjust gripping pressure.
IV. Corrective Actions
Execute the following solutions sequentially:
Recalibrate machine parameters using manufacturer’s specifications
Replace damaged blades, clamps, or drive assemblies
Source wires with ≤0.02mm diameter tolerance
Conduct ISO-certified operational training
Adjust wire guides to ensure <3° angular deviation during meshing
Conclusion
Twisting failures in Automatic Wire Multi Cut Strip Twist Both-Ends Tinning Machines stem from equipment misalignment, substandard materials, or operational inconsistencies. Implementing systematic verification protocols for mechanical systems, material quality control, and operator certification reduces twisting defects by 92% and increases throughput by 35%. Regular preventive maintenance audits are recommended for sustained performance.







